
冶金炉
2015-10-07 17:46:17来源:钢铁世界网作者:爱钢之人
冶金炉(furnaces in metallurgical industry)
冶金生产过程中对各种物料或工件进行热工处理的工业炉。热工处理是以物料或工件的升温为重要特征的处理过程,例如焙烧、熔炼、加热、热处理、干燥等。钢铁冶金和有色冶金的大部分生产环节都离不开炉子。历史上,许多生产环节的革新,产品的产量和质量的提高,都同旧冶金炉的改革和新冶金炉的应用紧密相关。平炉的出现,曾有力地推进了炼钢生产的发展。冶金工业的能源消耗,在很大程度上取决于各种冶金炉的能耗。
冶金炉简史
堆火是炉子的前身,用于烧制食物或取暖,也用于烧制陶器。后来,用掘地生火或堆石砌灶方法,筑成最原始的炉子。更后,出现了坑式炉(原始的竖炉)和坩埚炉。皮囊鼓风方法的出现,扩大了炉子尺寸,并提高了炉温,为青铜冶铸创造了条件。中国商代的坑式炉直径已达1米,可冶炼大型青铜器。中国在战国初期,已开始用竖炉冶炼生铁,铸造工具。东汉时,开始使用“水排”即水力驱动的皮风囊。北宋使用悬扇式鼓风器,明代使用活塞式木风箱,风量、风压均显著提高,有力地强化了冶炼过程。燃料方面,最初用木材或木炭,公元10世纪前后,中国冶铁业已应用煤炭(比欧洲早数百年)。明代,掌握了炼焦技术,冶铁炉改用焦炭作燃料,进一步提高了产量(见冶金史)。
18世纪以来,西方国家随着航海业、机械工业、贸易的发展,冶金业取得了迅速进展,改进了各种熔炼炉、加热炉和热处理炉,出现了多种多样的炉型。20 世纪以来,冶金炉朝着大容量、高产量和高热效率的方向发展。以轧钢连续加热炉为例,先是把室状炉延长一段,以便利用废气余热,继而把炉子改进成为两段式。后来,由于轧机能力不断增大,加热炉朝着大容量、高产量的方向发展。30年代出现了三段式炉,炉子产量最高达每小时150吨,单位炉底面积产量为 500~600公斤/(米2·时)。50年代末,开始采用五段式炉,在提高炉尾烟气温度(达1000~1200℃)的同时,采用高温换热设备回收余热,炉子产量提高到每小时150~250吨,单位炉底面积产量达700~800公斤/(米2·时),同时,为了满足产量和质量的要求,推广应用了步进梁式炉,有的炉子采用全炉顶平焰烧嘴,炉子产量达每小时250~400吨,单位炉底面积产量达800~1000公斤 /(米2·时)。70年代中期,主要工业国出现石油危机以来,降低燃料消耗已成为炉子设计的中心问题。延长不供热的预热段的长度和降低烟气排出温度,是这个时期加热炉炉型和热工工艺改变的主要趋势。
冶金炉种类
现代冶金工业用炉,按热源不同,可分为燃料炉、电炉、自热炉三大类。此外,以新能源(如太阳能、原子能)为热源的冶金炉正处于研制阶段。
燃料炉 以燃料的燃烧热为热源,冶金工业中使用最为广泛。由于炉内的热工特征不同,燃料炉又可分为火焰炉、竖炉、流态化炉和浴炉等四类:
① 火焰炉 特征是火焰或燃烧产物占据炉膛的一部分空间,物料或工件占据另一部分空间。一般情况下,火焰与物料直接接触;但在有些情况下,例如为防止工件的氧化,将火焰与工件隔开,火焰的热量通过隔墙传给物料。
② 竖炉 特征是炉身直立,大部分空间堆满块状物料,炉气通过料层的孔隙向上流动,与炉料间呈逆流换热。
③ 流态化炉 特征是炉内为细颗粒物料的流态化床。气体由下部通入。使物料“沸腾”成流态化(见流态化焙烧)。
④ 浴炉 特征是炉内盛液体介质(熔融盐类或熔融金属)。将工件浸入此介质中进行加热,主要用于热处理。浴炉热源可用燃料,也可用电。
电炉
特征是以电为热源。由于电热转换方法不同,又分为电阻炉、感应炉、电弧炉三种。
自热炉
特征是靠炉料自身产生的热量维持炉子的正常工作,除炉料的预热或预熔化外,炉内不需要或基本上不需要外加热量。例如:炼钢转炉,铜、镍吹炼转炉和铝热法冶炼炉。硫化矿的焙烧炉也往往是自热炉。
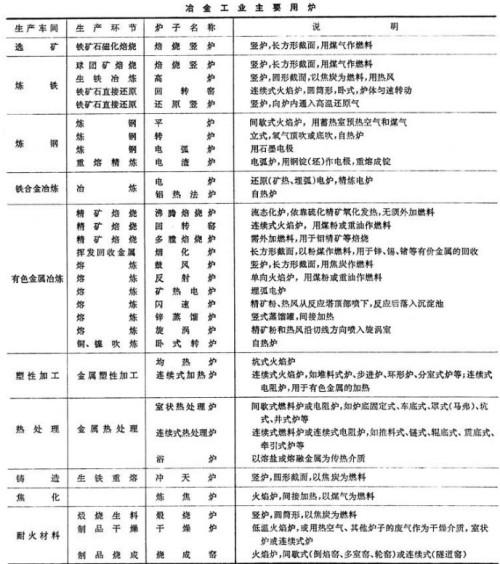
冶金炉还有间歇式炉和连续式炉的区别。间歇式炉的特征是分批装料、出料,炉子温度在生产过程中呈周期性变化。连续式炉特征是物料或工件连续穿炉运行,按工艺要求控制炉内各部分的温度,并保持稳定。连续式炉在产量、质量、燃料消耗、机械化、自动化等方面都比间歇式炉优越。此外还有按装料和出料方法、装料和出料机械、炉体形状、附属设备如空气预热器的名称、温度高低等称呼炉子的。冶金工业各主要生产环节常用炉子的名称和简单说明见表所示。
冶金炉生产设备
一般由炉子热工工艺系统、装出料系统和热工检测控制系统等三部分组成。
冶金炉的热工工艺系统 包括炉子的工作室(炉膛)、燃料的燃烧装置或电热转换装置、空气和(或)煤气的预热器,以及风机、管道、烟道、余热锅炉和烟囱等。工作室是炉子的核心。主要的热工和工艺过程都在工作室内完成。其他部分的任务是为工作室内的热工工艺过程提供有利条件。
冶金炉装出料系统和热工检测控制系统 现代化冶金炉不可缺少的两个工作系统。前者包括:炉前炉后的装料、出料机械和炉内的运料机械。后者包括:热工参数的测量仪表、显示仪表或记录仪表、过程控制仪表和执行机构等。配备这两个系统,可以实现炉子的自动化操作,从而提高炉子的生产指标。
对冶金炉的基本要求 对炉子的基本要求为:能满足产品的质量和产量要求;燃料和其他能源的消耗量低;建炉投资和运行费用低;耐用,劳动条件好,污染物的排放量符合环境保护要求。
一座好的炉子应同时满足上述要求。为了使产品质量好,应控制炉内温度和气氛,选择适宜的筑炉材料。炉子的生产能力必须与生产过程所要求的产量相适应。为了节约燃料,在炉子的设计和操作中,必须重视热量在炉膛内充分利用,并充分利用余热。为了降低建炉投资和运行费用,应提高炉子单位容积(或炉底面积)的生产能力,简化炉子结构。炉子的废气、废水、废渣中往往含有污染物质,必须采取措施,使各种污染物的排放量不超过国家或地区的规定值。
炉子大型化、连续化、机械化和自动化,是全面满足上述要求的重要途径。目前,高炉的最大容积超过5000米3,氧气转炉的最大炉容量超过300吨。有些炉子已采用计算机控制,自动化程度很高。
冶金炉理论
格日迈洛(Г.Гржимайло) 1911年提出炉子的水力学原理,把一座正在工作的炉子,看成是一条“倒置的河床”,提出了炉子设计方面的若干重要原则。对当时炉子的单位产量不高,炉内气体呈自然流动的情况是适用的,在生产上也发挥了作用。后来,为使炉子不断提高产量,逐步采用液体和气体燃料的燃烧装置,炉内气体变成强制流动,这一理论就不适用了。50年代初,思林(M.W.Thring)、格林科夫(M.A.Глинκов)等人,较全面地研究了炉内的燃烧、气体运动、传热等热工过程。1959年,格林科夫提出炉子的一般原理。他把炉子的工作制度分为三类:辐射制度、对流制度和层状制度。在讨论每一种工作制度时,都从热交换出发,对燃料的选择、燃烧过程、气流的组织等提出相应的要求。
近年来,冶金炉热工理论发展的主要特点是:在进一步明确研究对象的前提下,对炉子设计和操作(包括过程控制)的最优化问题进行了更深入的研究;利用计算机和现代实验技术及模拟技术对炉内的燃烧、气体运动、传热等热工过程进行更全面的分析和研究。
冶金炉热工的研究对象是:在考虑到冶金生产工艺要求的前提下,研究下列(1)(2)(3)三类变量之间相互的关系:
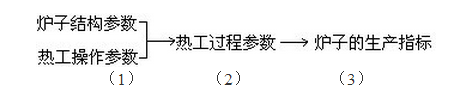
炉子结构(几何形状、尺寸、筑炉材料的种类等)和热工操作(燃料量、空气量、闸门开启度等)的变动,会影响到炉内的热工过程(传热、燃烧、气体运动)。而热工过程的变动又会影响到炉子的生产指标(单位生产率、单位热耗、炉子使用寿命等)。人们的目的是提高生产指标,但人们所能直接规定或操纵的因素,既不是热工过程参数,也不是生产指标,而是结构和操作参数。所以重要的是,要在研究热工过程的基础上,弄清(1)(3)两类变量之间的关系。炉子的结构和操作之间,必须互相适应;各个热工过程之间也必须互相配合。同样,各生产指标之间也互相关联。在炉子热工理论的研究工作中,要十分重视同一类变量之间的相互关系。在其他条件不变的情况下,炉子的生产率的变动将引起炉子热效率的变动。为了提高炉子热效率,炉子生产率的波动必须限制在某一合理范围内。
研究冶金炉的最优化问题,不应孤立地着眼于炉子本身,还应包括炉子前后的冶金设备,因为它们在生产流程中是互相关联的。如研究轧钢厂的加热炉,应该与轧机联系起来考虑。降低钢坯的加热温度,一方面能减少加热炉的燃耗,另一方面则会增加轧机的电耗。如加热温度的降低在合理范围之内,可使加热炉和轧机的总能耗下降;如加热温度过低,就会使总能耗增加。所以应权衡得失,寻求最优方案。




